S.M. Wires delivers high-quality ferrous and non-ferrous wires nationwide, trusted by leading OEMs across India.
S.M. Wires delivers high-quality ferrous and non-ferrous wires nationwide, trusted by leading OEMs across India.
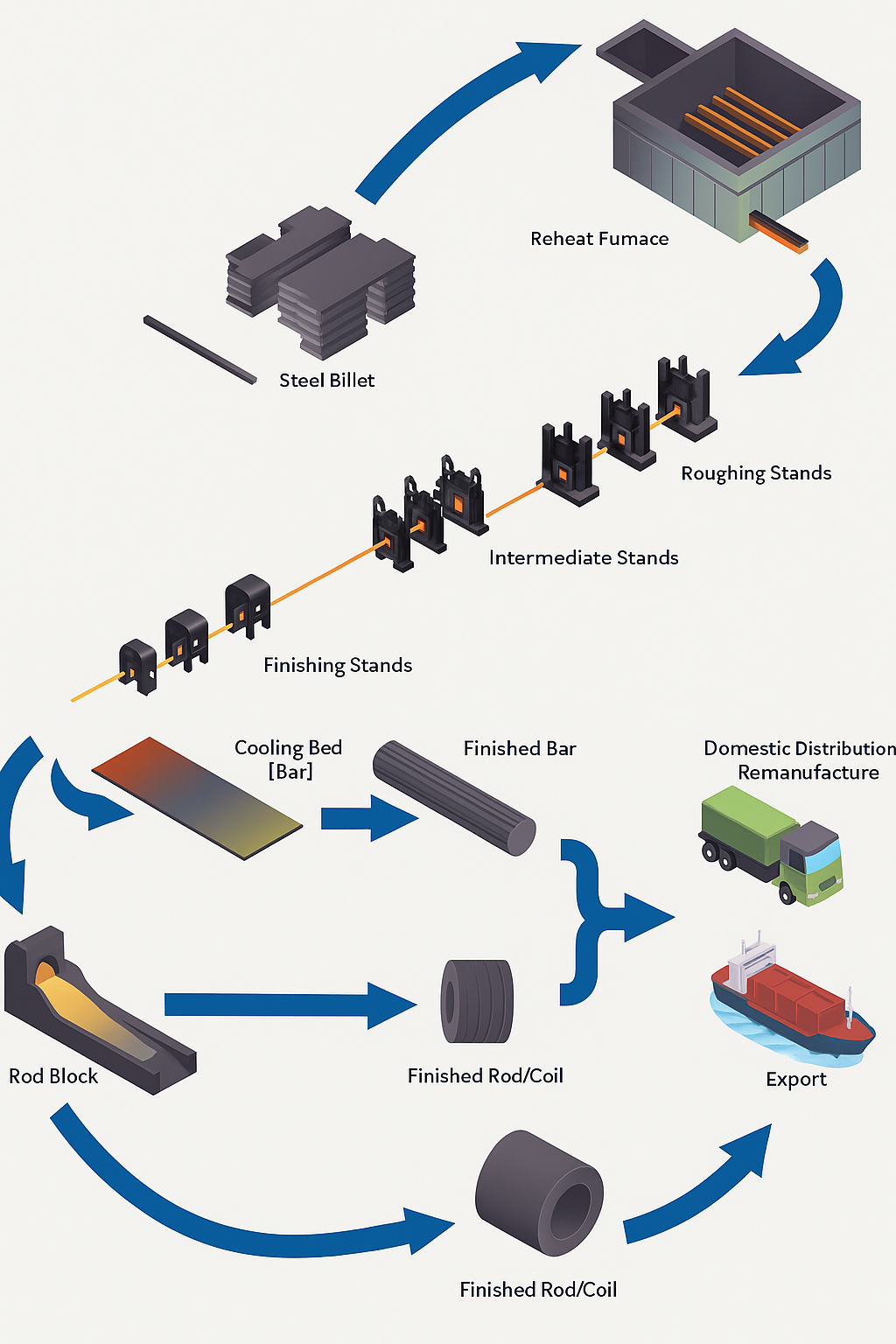
The rolling mill transforms raw steel billets into finished products like reinforcing bars and wire rod. This process involves precise heating, mechanical shaping through multiple rolling stages, and sophisticated control systems to produce 265,000 tonnes annually.
The rolling process transforms square/rectangular billets into round bars through systematic diameter reduction and length extension.